
هدف از این آموزش:
پالسهای تولید شده توسط انکدر:
- تعداد پالش تولید شده: مقدار چرخش
- فرکانس پالس تولید شده: سرعت چرخش
- اختلاف فاز بین دو پالس: جهت چرخش
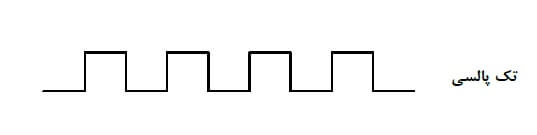
شمارش تک خطی
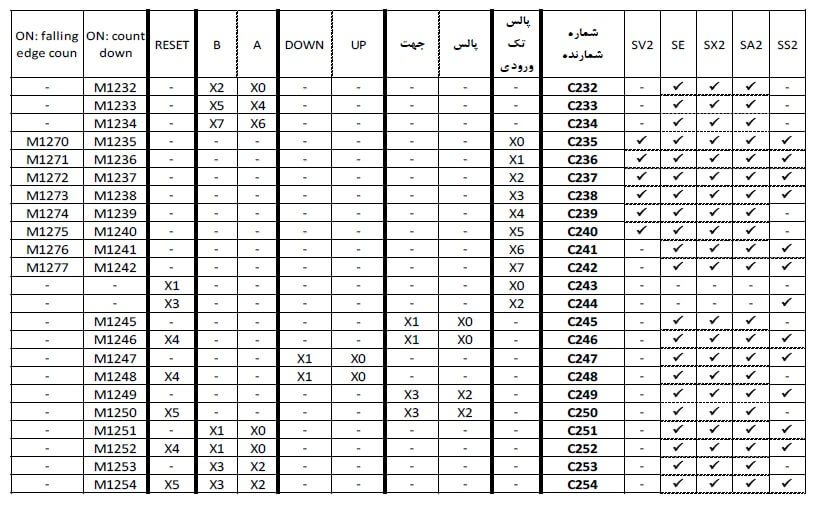
شمارش این نوع پالسها توسط شمارنده های سرعت بالا C235 ~ C244 انجام می شود. این شمارنده دارای بیت خاصی هستند که با تغییر وضعیت شان، جهت شمارش تغییر می کند.
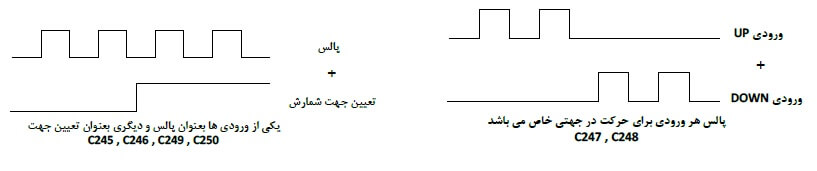
شمارش تک خطی با دو ورودی
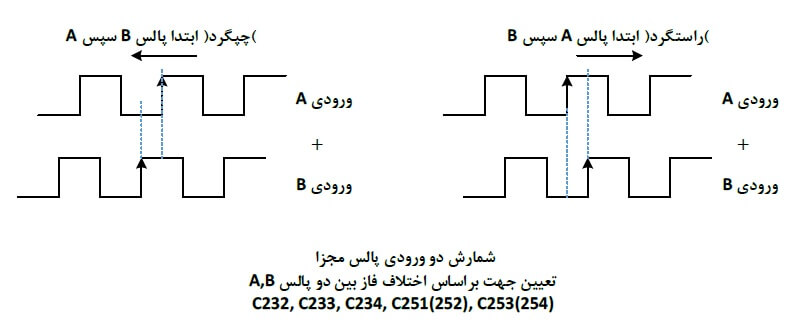
شمارش دو پالس
شمارنده های نرم افزاری
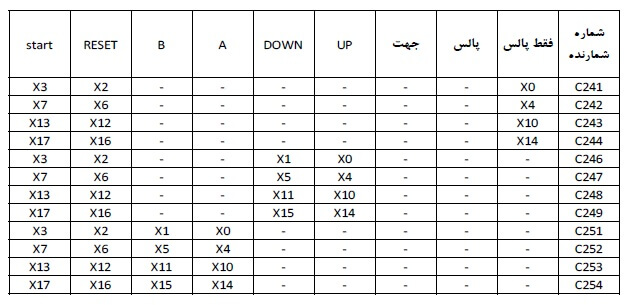
شمارنده های سخت افزاری
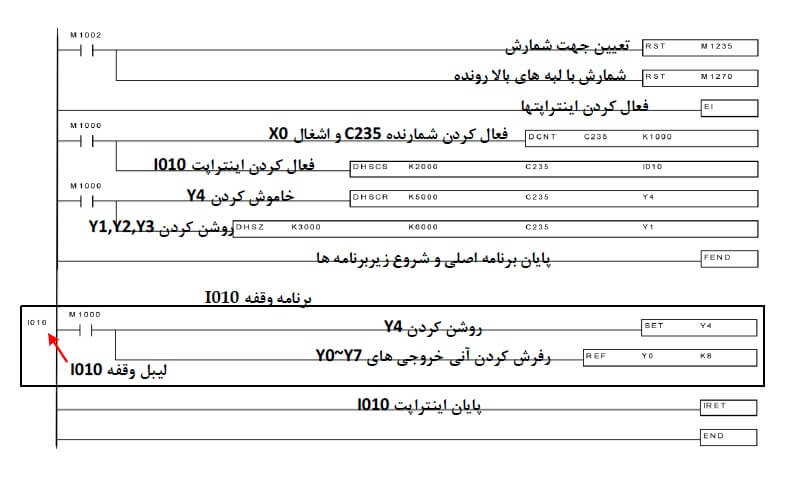
مثال) بوسیله پایه X0 ورودی PLC، پالسهای یک انکدر را میشماریم. میخواهیم که پس از شمارش 2000 پالس، با فعال شدن وقفه (اینتراپت)، Y4 بطور آنی روشن شود و پس از شمارش 5000 پالس، Y4 خاموش شود. همینطور میخواهیم چنانچه شمارش پالس کمتر از 3000 بود Y1 فعال گردد و چنانچه بین 3000 تا 6000 بود Y2 روشن شود و اگر بیش از 6000 بود خروجی Y3 فعال شود.
شمارنده های سرعت بالای PLC
چنانچه در برنامه وقفه، تابع REF نوشته نشود حروجیها پس پایان سیکل اسکن برنامه اعمال میشوند ولی چنانچه از این تابع استفاده شود خروجی ها در همان لحظه و بطور آنی رفرش میشود.
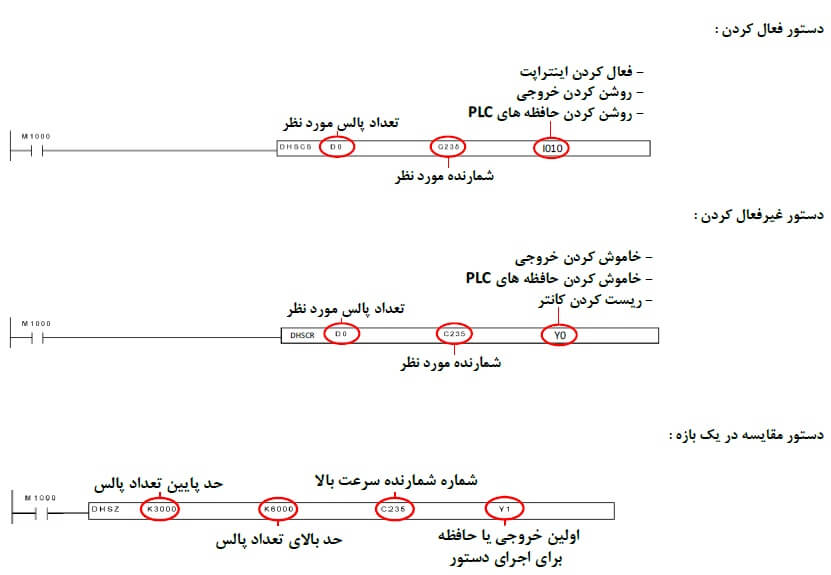
دستورات مقایسه برای شمارنده های سرعت بالا
اگر C235<3000 باشد Y1 روشن میگردد.
اگر C235 بین 3000 تا 6000 باشد Y2 روشن میگردد.
اگر C235>6000 باشد Y3 روشن میگردد.
رفرش کردن ورودی و خروجی:
ورودی های سخت افزار PLC در ابتدای برنامه خوانده میشوند و خروجی ها در انتهای برنامه به سخت افزار اعمال میشوند ولی با این دستور در هر جای برنامه در طول سیکل اسکن، میتوان ورودی ها و خروجی ها را اسکن کرد.
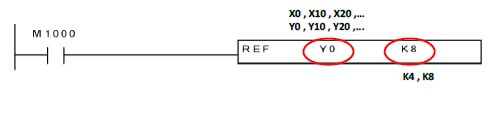
رفرش کردن ورودی/خروجی ها


نظرات