
برای مثال اگر 4 لودسل به یک مخزن متصل شده اند سیم های Exc , -Exc , +Sig , -Sig+ هر چهار لودسل را به یکدیگر متصل کنید و در واقع هر چهار لودسل با یکدیگر موازی می شوند. بهترین راه اتصال سیم های لودسل ها لحیم کردن آنها به یکدیگر است ولی اگر می خواهید از جانکشن باکس استفاده کنید حتما از مدلهای خوب با اتصالات خوب استفاده کنید چون در بعضی موارد مشاهده شده که استفاده از جانکشن باکس های نامناسب دقت بارگیری را کم می کنند.
تنظیم لودسل ها از لحاظ مکانیکی
برای مثال اگر وزنه 5 کیلویی را در هر ن ه ایی از مخزن قرار دهید وزن اندازه گیری شده توس لودسل ها در هر ن ه باید 5کیلو باشد.
تنظیم لودسل ها از لحاظ مکانیکی
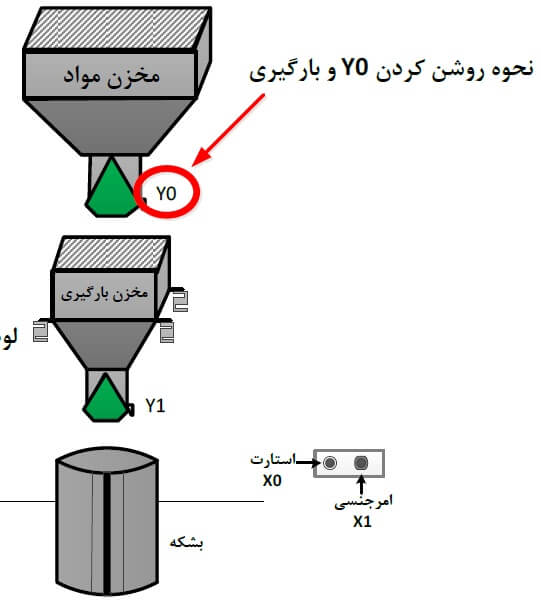
نحوه روشن کردن Y0 و بارگیری
چون لودسلها بدلیل قرارگر تن در شارهای مکانیکی و نیروی ریز مواد و بار دائما نقطه صفر خود را از دست می دهند.قبل از بارگیری (بازکردن شیر Y0) ابتدا باید برنامه های زیر در PLC نوشته شود.
- اگر مقدار قرائت شده از لودسل ها از حد مجاز بیشتر بود بمعنای وجود مواد در مخزن می باشد در این حالت نباید شیر باز شود و اپراتور باید مخزن را بطور دستی خالی کند.
- اگر مقدار قرائت شده از لودسل ها از حد مجاز کمتر بود م دار قرائت شده از لودسلها باید نقطه صفر درنظر گرفته شود. و پس از آن شیر Y0 باز شود و مخزن شرو به بارگیری کند.
نحوه روشن کردن Y0 و بارگیری
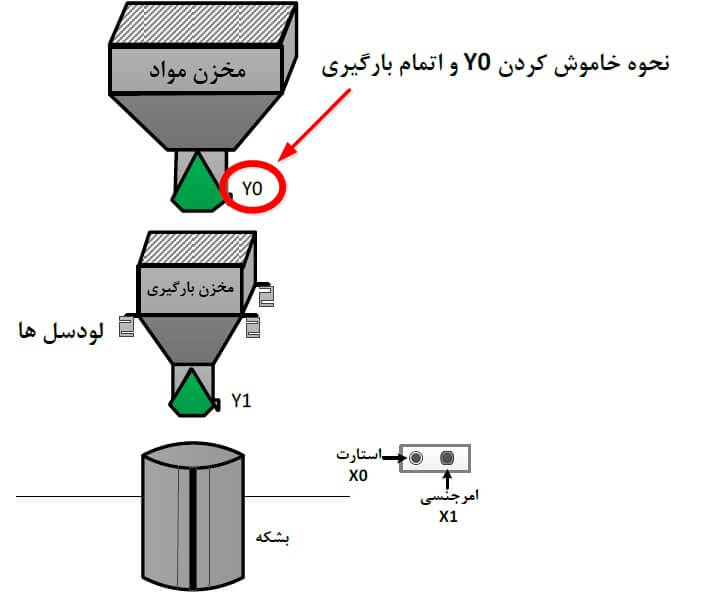
نحوه خاموش کردن Y0 و اتمام بارگیری
در نظر بگیرید که وزن بارگیری 50 کیلوگرم می باشد. باید قبل از اینکه لودسلها مقدار 50 کیلوگرم را نشان دهند شیر Y0 خاموش شود. برای مثال در 49 کیلو و 900 گرم باید شیر Y0 خاموش شود.
در این مثال مقدار مواد از لحظه ایی که شیر Y0 شروع به بسته شدن می کند تا هنگامی که شیر بطور کامل بسته شد 100 گرم در نظر گرفته شده است. به این مقدار وزن ریز مواد گفته میشود.
نحوه خاموش کردن Y0 و اتمام بارگیری
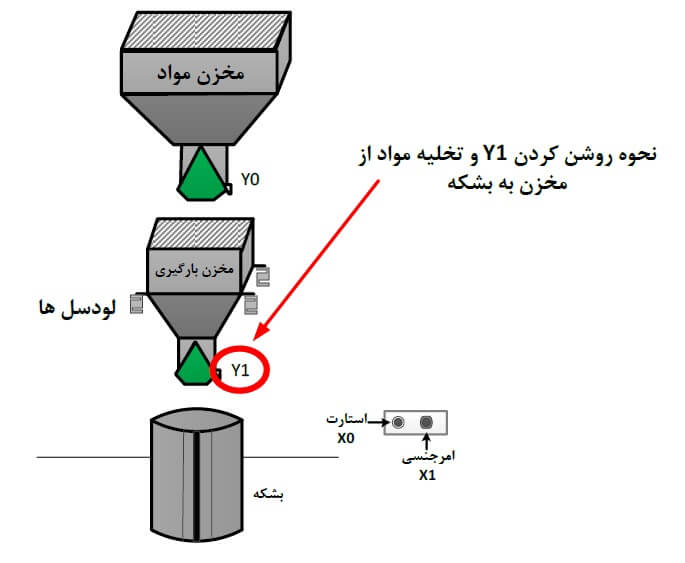
نحوه روشن کردن Y0 و تخلیه مواد از مخزن به بشکه
وقتی شیر Y0 خاموش شد لودسلها همچنان در حال لرزش و تکانهای مکانیکی در اثر ریزش مواد هستند. برای اینکه مقدار وزن بارگیری شده را بدانیم باید اندکی صبر کنیم تا لرزش ها متوقف شده و لودسل به پایداری برسد. ذاتا لودسلها نمی توانند سریعا وزن را نشان دهند و نیاز به اندکی تاخیر در روند وزن کشی دارند.
نحوه روشن کردن Y0 و تخلیه مواد از مخزن به بشکه
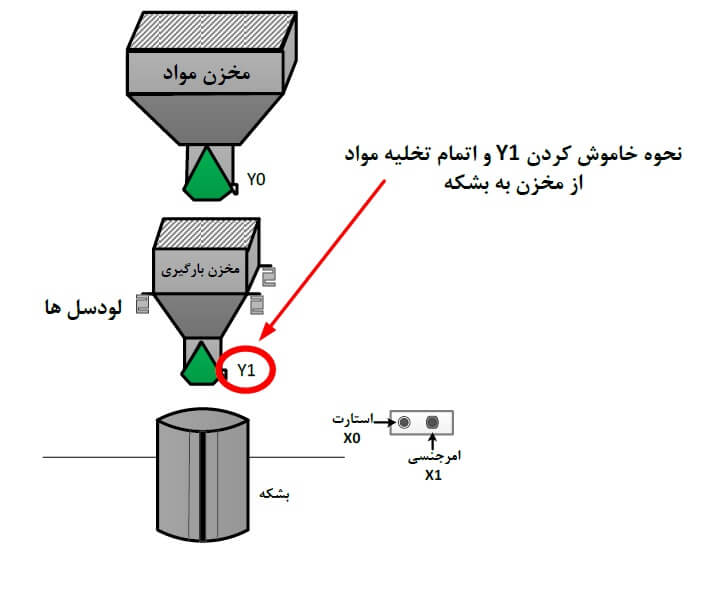
نحوه خاموش کردن Y1 و اتمام تخلیه مواد از مخزن به بشکه
وقتی مقدار وزن مخزن از حدی کمتر شد بمعنای خالی شدن مخزن می باشد در این هنگام میتوان شیر Y1 را خاموش کرد. برای بارگیری مجدد بعد از بسته شدن شیر Y0 باید اندکی صبر کرد تا ضربه ایی که شیر Y1 به مخزن وارد کرده که در نتیجه آن لرزش مخزن و نوسان لودسلها می باشد به پایان برسد. لودسلها در حالت پایدار وزن مخزن خالی را نشان دهند.
نحوه خاموش کردن Y1 و اتمام تخلیه مواد از مخزن به بشکه
برنامه PLC در نرم افزار Winproladder
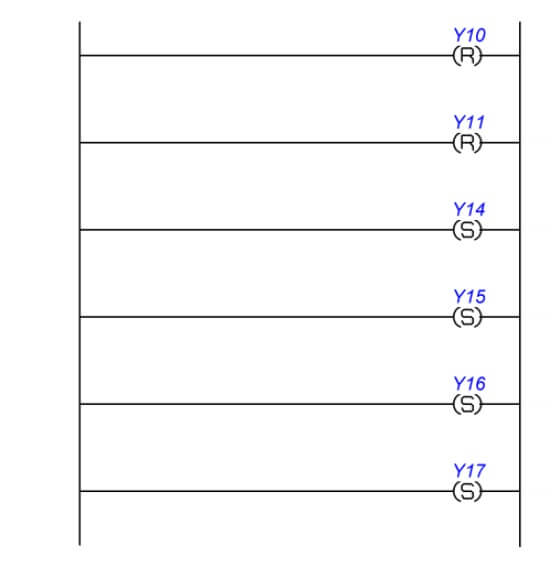
ابتدا ماژول لودسل را تنظیم می کنیم. تنظیمات ماژول لودسل با Set یا Reset کردن خروجی های دیجیتال که به هر کارت اختصاص می یابد انجام می شود.

برنامه PLC در نرم افزار Winproladder
برای مثال اگر ماژول لودسل به پی ال سی FBs-24MA وصل شده باشد شروع خروجی های ماژول لودسل از Y10 شروع می شود. با توجه به جدول زیر خروجی های (Y10 و Y11 برای تنظیم Span) که Y12 و Y13 رزرو Y14 و Y15 برای تنظیم سرعت اسکن لودسل Y16 و Y17 برای تنظیم تعداد میانگین گیری استفاده می شوند. مطابق برنامه زیر ابتدا سرعت اسکن را 25 بار در ثانیه و تعداد میانگیری را 8 نمونه قرار می دهیم و چنانچه این مقادیر برای این مجموعه مناسب نبود آنها را تغییر می دهیم تا بهترین دقت گرفته شود.
ماژول لودسل به پی ال سی
سپس مقدار آنالوگ لودسل که مقداری بین 32000 + و 32000 – می باشد را با استفاده از تابع 33 کالیبره می کنیم و نتیجه این تابع را در رجیستر D0 قرار می دهیم. می خواهیم لودسل را در وزن استاندارد که از روی صفحه HMI وارد کردیم کالیبره کنیم:

کالیبره

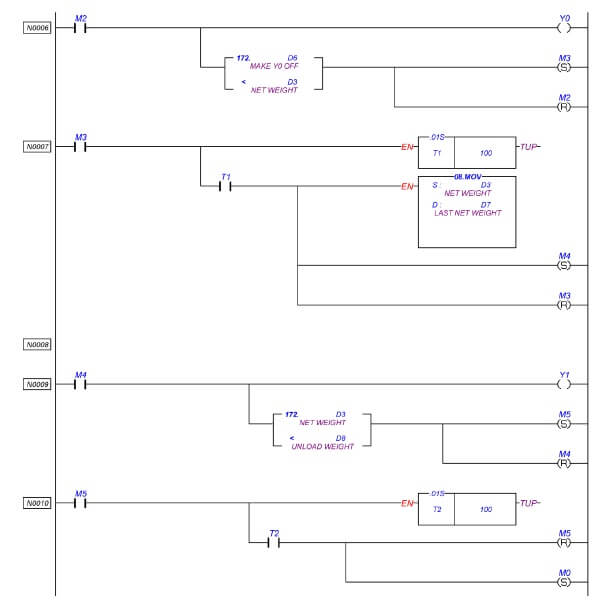
در ادامه برنامه PLC را مطابق توضیحات گفته شده می نویسیم:



نظرات